




Chasing Knife servo System ໃນອຸປະກອນອັດຕະໂນມັດການກໍ່ສ້າງ


ຜະລິດຕະພັນແນະນໍາ:
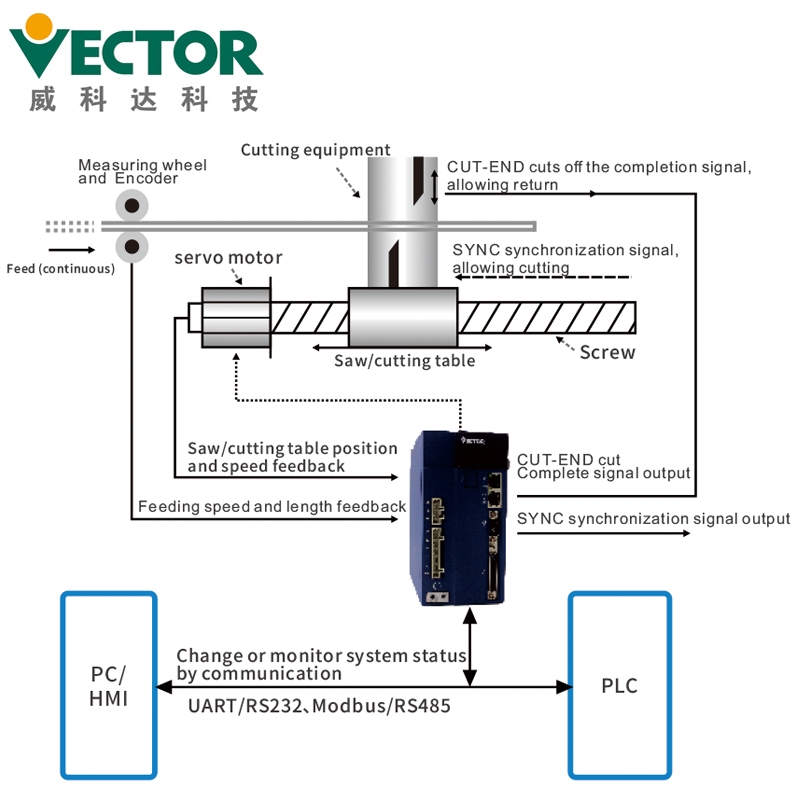
ເຄື່ອງ servo ພິເສດການຕັດແລ່ນ VEC-VCF ປະກອບດ້ວຍຟັງຊັນການຄວບຄຸມການຕັດອັດຕະໂນມັດ.ດ້ວຍຄວາມໄວການໃຫ້ອາຫານຂອງວັດສະດຸປຸງແຕ່ງ, ຄວາມໄວຕໍ່ຫນ້າຂອງຕາຕະລາງ saw ແມ່ນຄວບຄຸມໂດຍອັດຕະໂນມັດ.ເມື່ອໄດ້ຄວາມຍາວທີ່ກໍານົດໄວ້ແລ້ວ, ມັນເຂົ້າໄປໃນເຂດ synchronization ແລະສົ່ງສັນຍານຕັດເພື່ອປະມວນຜົນຫຼັງຈາກວັດຖຸໄດ້ຖືກຕັດອອກ, ສັນຍານການຕັດສໍາເລັດຮູບໄດ້ຖືກອອກ, ແລະຕາຕະລາງການເລື່ອຍຢ່າງວ່ອງໄວກັບຄືນໄປຫາຕົ້ນກໍາເນີດເພື່ອກະກຽມສໍາລັບການຕັດຕໍ່ໄປ.ຜະລິດຕະພັນແມ່ນເຫມາະສົມສໍາລັບ: ທຸກປະເພດຂອງແຖບ, ທໍ່, ການແກ້ໄຂຄວາມຍາວ profile extruded, ການຕື່ມ / ການສີດແລະອຸປະກອນການປຸງແຕ່ງພິເສດອື່ນໆທີ່ຈໍາເປັນຕ້ອງໄດ້ຍ້າຍອອກກັບຊິ້ນວຽກ.
ຄຸນນະສົມບັດຜະລິດຕະພັນ:
1. ອັດຕະໂນມັດຊອກຫາຕົ້ນກໍາເນີດກົນຈັກ (ວິທີການປະສານງານຢ່າງແທ້ຈິງ);
2. ແລ່ນໄປຂ້າງໜ້າ ແລະ ປີ້ນກັບກັນ, ກຳນົດຕົ້ນກຳເນີດຂອງເຄື່ອງໂດຍ arbitrarily (ວິທີການປະສານງານພີ່ນ້ອງ);
3. ຟັງຊັນເລັ່ງ S-curve ທີ່ຕິດຕາມຄວາມໄວອາຫານຂອງສາຍຫຼັກໂດຍອັດຕະໂນມັດ
ແລະຄິດໄລ່ preload ໄດ້
4. ໃນຂະບວນການເລັ່ງ S-curve, ການຊົດເຊີຍ torque ຍັງສາມາດຖືກນໍາໃຊ້ເພື່ອ synchronize ຢ່າງໄວວາແລະຫຼຸດຜ່ອນຄວາມຜິດພາດຂອງການຕັດ;
5. ເສັ້ນໂຄ້ງ S ສີ່ສ່ວນ (ການເລັ່ງໄປຂ້າງໜ້າ/ການຫຼຸດຄວາມໄວ, ການເລັ່ງປີ້ນ/ຫຼຸດ), ສາມາດຕັ້ງເປັນແຕ່ລະບຸກຄົນ;
6. ຮັບຮູ້ເຄື່ອງໝາຍພິມ ແລະ ແກ້ໄຂຄວາມຍາວຕັດອັດຕະໂນມັດ;
7. ໃຫ້ການຕັ້ງຄ່າ Mark-Window ສໍາລັບການພິມເຄື່ອງໝາຍວັກຕອນເພື່ອເພີ່ມຄວາມສາມາດໃນການຮັບຮູ້ Mark;
8. ການທໍາງານຂອງການຄຸ້ມຄອງຄໍາສັ່ງ, ສີ່ກຸ່ມຂອງຄໍາສັ່ງສາມາດໄດ້ຮັບການສະຫຼັບທີ່ Will.
ລາຍລະອຽດຜະລິດຕະພັນ:




ພາກສ່ວນຄວບຄຸມ:
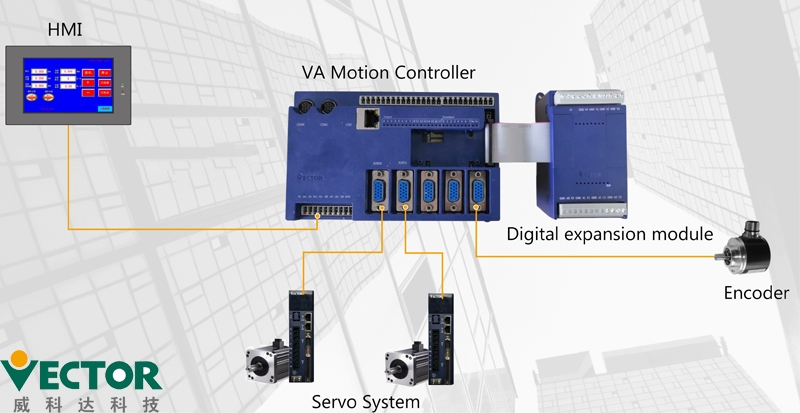
ຕົວຄວບຄຸມການເຄື່ອນໄຫວ: VEC-VA-MP-005MA
ໂມດູນຂະຫຍາຍ IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
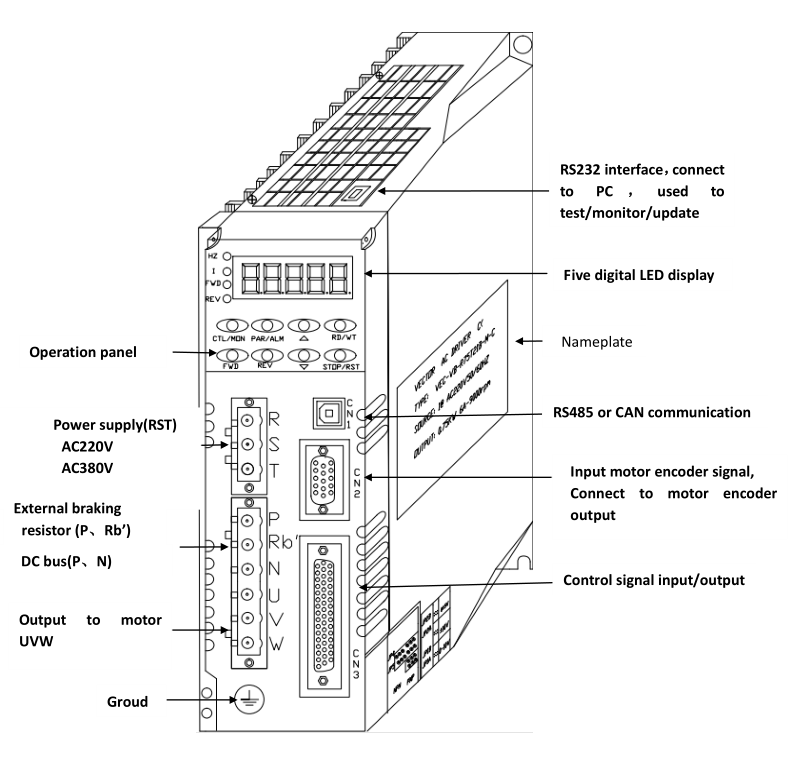
ສ່ວນໄດເຊີເຊີໂວ້: ໄດເຊີເຊີໂວລົດດຶງ: VEC-VC-022H33D-M-CA
ໄດເວີເຊີໂວໂຄ້ງ: VEC-VC-02733H-ME
Servo Motor Part: Traction servo motor: 200FMB-01520E33F-MF2IA
ມໍເຕີ servo ບິດ: 180ME-4R415A33F-MF2K
ປະສິດທິພາບອຸປະກອນ:
ເຄື່ອງໂຄ້ງ hoop ຮັບຮອງເອົາ VA motion controller ເປັນຕົວຄວບຄຸມ, ເຊິ່ງມີການຕອບສະຫນອງສູງແລະວົງຈອນສະແກນ.
ຕໍາ່ສຸດທີ່ແມ່ນ 1ms, ການປະຕິບັດການປຸງແຕ່ງທັງຫມົດແມ່ນອ່ອນ, ແລະຜົນກະທົບຕໍ່ເຄື່ອງແມ່ນຫນ້ອຍ.ການຄວບຄຸມເຮັດໃຫ້
ການໃຫ້ອາຫານກ່ອນການໃຫ້ອາຫານແລະທາງສ່ວນຫນ້າຂອງໂຄ້ງສາມາດຫຼຸດຜ່ອນເວລາການປຸງແຕ່ງທີ່ສອດຄ້ອງກັນໄດ້ຢ່າງມີປະສິດທິພາບ.ເອົາ 200 * 200 stirrups ເປັນຕົວຢ່າງ,
ການວັດແທກຕົວຈິງສາມາດສໍາເລັດໃນເວລາພຽງແຕ່ 3.3 ວິນາທີ, ເຖິງຫຼາຍກ່ວາ 18 ຕໍ່ນາທີ, ແລະປະສິດທິພາບແມ່ນສົມທຽບກັບສະບັບ PLC - ລໍາດັບຂອງ 4 ວິນາທີໄດ້ຫຼຸດລົງຢ່າງຫຼວງຫຼາຍ.